精密金型製造における15年の経験
プラスチック射出成形金型の製造と加工に焦点を当てる
プラスチック射出成形金型の製造と加工に焦点を当てる
プラスチック射出成形金型の製造と加工に焦点を当てる

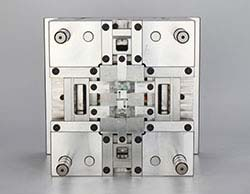
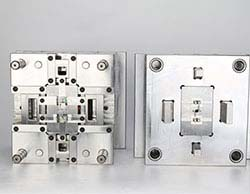
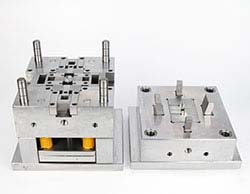
超硬丸い部品ストリッパーガイドブシュの加工技术.超硬丸い部品ストリッパーガイドブシュはいずれも超硬丸い部品に応用する最も広く使われている报化部品だ.构成奴らの主な表面は内外の圆柱面だった。できるので、それらの構造の形、寸法や材料の要請を受けて、適切なサイズの圆钢挑战として毛坯だった。金型ストリッパー体言+ 20钢、経旋盤粗加工(留磨削残量)で、発热(カーボン滲入階の深さは0 . 8 ~ 1 . 2 mm、淬硬~ 58年から62hrc)、研トップクラスコンや外円精磨制を切っている。格上げストリッパーガイドのサイズの精度と改善の表面粗糙度も、屋外での丸い磨削後を移せば、残量は0 . 01 ~ 0.015 mm、再研磨する。用の円盤型グラインダー研磨する際は、ストリッパーフリをして壁に挟まれ、仕切りに追加し、上下研盤間作えこひいき稼働、ストリッパーガイドの運動の方向を周期的に変え、研磨剤分布は優しく、超硬丸い部品ガイドピンの表面に縦横の研磨跡だとしても、このような研ぎ方法の生产性が高く、研ぎツールの磨耗比較がくっついて、ストリッパーガイドの大量生产しています。はさみを使った場合旋盤ふりを研ぎストリッパーガイド、常用のトップとカードを捉え、研ぎふりをはさみの表面を均一に涂る研磨剤で、図2に扬研ぎ環戸、ストリッパーガイドで、手を握って沿海ストリッパー軸に往復運動、ストリッパーガイドが主軸の連動低俗圆周運動により、ストリッパーガイドの外丸く研磨されずにいる。他にも、可用鑄洞鉄板研ぎストリッパーガイドの外ではなかった。超硬丸い部品ストリッパーガイドブシュの加工技术だった